PRODUCT


Dispensing Sampling Booths - High-Performance Cleanroom Equipment
Our sampling and dispensing booth systems provide the mission-critical environment necessary for precision pharmaceutical workflows. By integrating a specialized reverse laminar air flow dispensing booth design, we ensure that airborne contaminants are captured at the source, creating an ultra-clean workspace that guarantees operator safety and product integrity. Whether used as a raw material sampling booth for incoming quality control or as a full-scale dispensing station for API preparation, our units deliver consistent, turbulence-free airflow that complies with the most stringent global cGMP standards. Built with heavy-duty, crevice-free stainless steel and equipped with real-time digital monitoring, our booths are the foundation of a modern, audit-ready cleanroom facility.
Industrial-Grade Sampling & Dispensing Solutions for Pharmaceutical Cleanrooms
As related industries continue to raise their requirements for production environment and operational safety,
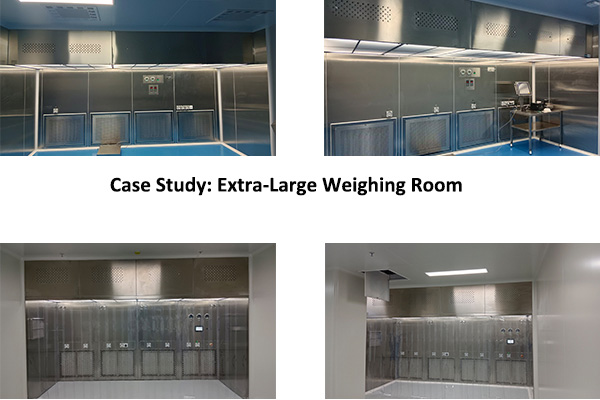
the technology of negative pressure weighing chambers has gradually developed. On the one hand, the performance
of key components such as fans and filters has been continuously improved, enabling the equipment to better maintain
a stable negative pressure environment and higher cleanliness. For example, the widespread application of
high-efficiency particulate air (HEPA) filters has greatly improved the interception efficiency of fine particles.
On the other hand, some advanced control technologies have begun to be applied to negative pressure
weighing room, such as the combination of pressure sensors and control systems,
which can more accurately adjust and monitor the negative pressure value inside the chamber.

Ultimate Cleanliness and Protection: Utilizing third-generation laminar flow air supply and gradient pressure control technology,
a stable vertical laminar flow of 0.45m/s ± 20% is formed in the operating area, increasing the interception efficiency of 0.3μm
particles to 99.995%, far exceeding the ISO Class 5 cleanroom standard. Dual redundant fan design and aerospace-grade sealing
technology ensure continuous 500 hours of trouble-free operation, with negative pressure stability ranking among the best
in the industry. Precise Weighing Guarantee System: Integrating three core technologies to overcome weighing bottlenecks:
magnetic levitation active vibration reduction technology reduces environmental vibration interference to 0.1μm/s², temperature
and humidity compensation algorithms correct environmental influences in real time, and the intelligent calibration module automatically
performs 21-point nonlinear calibration each time the device is powered on, keeping weighing errors within ±0.01%. Third-party testing s
hows that its weighing data standard deviation is reduced by 62% compared to traditional equipment, making it particularly suitable for
high-precision scenarios such as new drug development. Intelligent and Compliant Design: Equipped with an Industry 4.0 intelligent system,
it updates 18 environmental parameters, including PM2.5 and VOCs, every 30 seconds, automatically generating timestamped weighing logs,
fully complying with FDA 21 CFR Part 11 compliance requirements. Economic Efficiency and Scalability: Adopting a modular plug-and-play
interface design, it facilitates future upgrades and expansions; the return air utilization technology saves over 30% energy compared to
traditional full exhaust ventilation equipment. Application data from an innovative drug R&D center in Shandong shows that after deploying
the equipment, the yield rate in the weighing process jumped from 89.7% to 99.2%, reducing annual material losses by 2.3 million yuan,
realizing the transformation of equipment investment into value creation.


